Last updated on January 7th, 2022 at 02:27 pm
Aircraft Welding
[RICH_REVIEWS_SNIPPET category=”all”]
Aircraft Welding and Structures (230811 Questions)
Category A – Turbine Aeroplane Exams ( 108 questions 135 min),
Category B1 – Turbine Aeroplane Exams ( 140 questions 175 min),
Category A – Piston Aeroplane Exams ( 72 questions 90 min),
Category B1– Piston Aeroplane Exams ( 100 questions 125 min),
Category B3 – Piston Aeroplane Exams ( 60 questions 75 min),
Category A – Helicopter Aerodynamics Exams ( 100 questions 125 min),
Category B1– Helicopter Aerodynamics Exams ( 128 questions 160 min),
Category B2 – Aircraft Aerodynamics Exams ( 128 questions 180 min),
[pdf-embedder url=”https://easapart66.academy/wp-content/uploads/securepdfs/2020/01/easa_part_66_academy-Ch05.pdf” title=”easa_part_66_academy Ch05″]
Chapter 01: Aircraft Structures (70 pages),
Chapter 02: Aerodynamics, Aircraft Assembly, and Rigging (70 pages),
Chapter 03: Aircraft Fabric Covering ( 24 pages),
Chapter 04: Aircraft Metal Structural Repair ( 114pages),
Chapter 05: Aircraft Welding ( 38 pages),
Chapter 06: Aircraft Wood and Structural Repair ( 28 pages),
Chapter 07: Advanced Composite Material ( 58 pages),
Chapter 08: Aircraft Painting and Finishing ( 22 pages),
Chapter 09: Aircraft Electrical System ( 106 pages),
Chapter 10: Aircraft Instrument Systems (86pages),
Chapter 11: Communication and Navigation (78 pages),
Chapter 12: Hydraulic and Pneumatic Power Systems (54 pages),
Chapter 13: Aircraft Landing Gear Systems (96 pages),
Chapter 14: Aircraft Fuel System (62 pages),
Chapter 15: Ice and Rain Protection (32 pages),
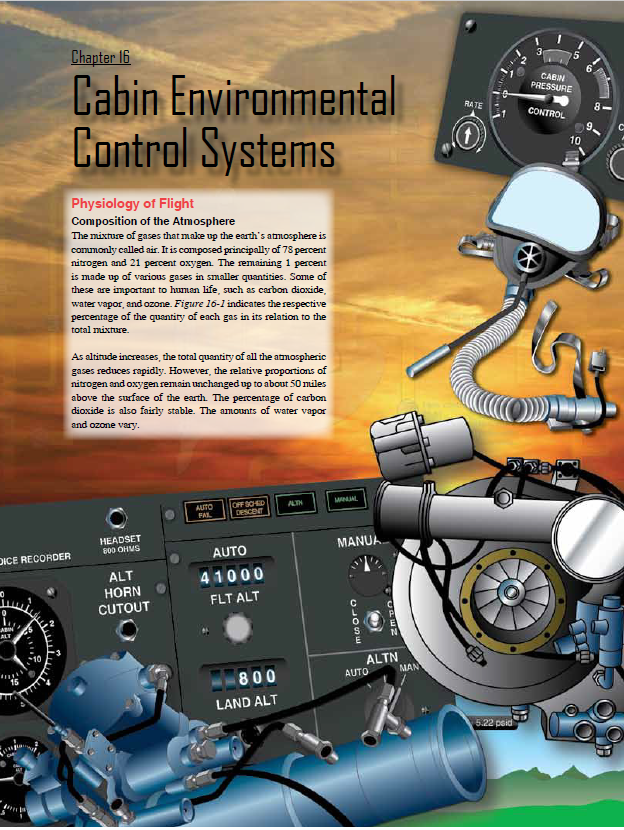
Chapter 16: Cabin Environmental Control Systems (62 pages),
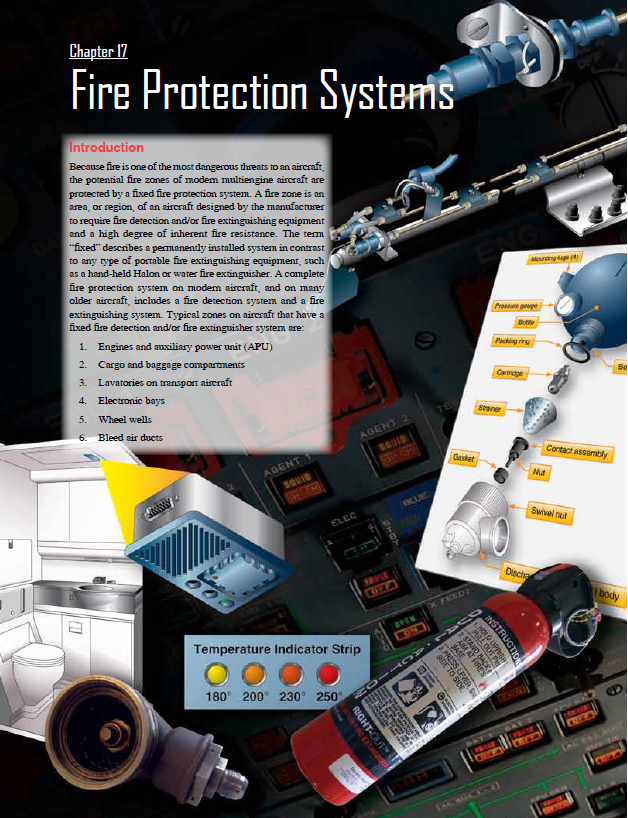
Chapter 17: Fire Protection Systems (22 pages),
Introduction
It was standard practice in the past to select a lens shade for gas welding based on the brightness of flame emitting from the torch. The darkest shade of lens showing a clear definition of the work was normally the most desirable. However, when flux was used for brazing and welding, the torch heat caused the sodium in the flux to give off a brilliant yellow-orange flare, hiding a clear view of the weld area and causing many eye problems aircraft-welding.
Various types of lens and colors were tried for periods of time without much success. It was not until the late 1980s that TM Technologies developed and patented a new green glass designed especially for aluminum oxy-fuel welding. It not only eliminated the sodium orange flare completely, but also provided the necessary protection from ultraviolet, infrared, and blue light, and impact to meet the requirements of the American National Standards Institute (ANSI) Z87-1989 Safety Standards for a special purpose lens. This lens can be used for welding and brazing all metals using an oxy-fuel torch.
Torch Lighters Torch lighters are called friction lighters or flint strikers. The lighter consists of a file-shaped piece of steel, usually recessed in a cuplike device, and a replaceable flint, which, when drawn across the steel, produces a shower of sparks to light the fuel gas. An open flame or match should never be used The use of the proper type of filler rod is very important for oxy-acetylene welding. This material adds not only reinforcement to the weld area, but also desired properties to the finished weld. By selecting the proper rod, tensile strength or ductility can be secured in a weld. Similarly, the proper rod can help retain the desired amount of corrosion resistance. In some cases, a suitable rod with a lower melting point helps
to avoid cracks caused by expansion and contraction aircraft-welding.
Welding rods may be classified as ferrous or nonferrous. Ferrous rods include carbon and alloy steel rods, as well as cast-iron rods. Nonferrous rods include brass, aluminum, magnesium, copper, silver, and their various alloys.
Welding rods are manufactured in standard 36-inch lengths and in diameters from 1⁄16-inch to 3⁄8-inch. The diameter of the rod to be used is governed by the thickness of the metals to be joined. If the rod is too small, it cannot conduct heat away from the puddle rapidly enough, and a burned hole results aircraft-welding.
A rod too large in diameter draws heat away and chills the puddle, resulting in poor penetration of the joined metal. All filler rods should be cleaned prior to use.
Please support us with rating this article.
[RICH_REVIEWS_FORM category=”all”]